




Synberry è certificato BSCI, WRAP, SCAN, GRS e ISO, garantendo standard di produzione sostenibili e di alta qualità.
Il nostro servizio professionale di personalizzazione del prodotto trasforma la tua idea in realtà, fornendo un'esperienza fluida dal concept all'esposizione del prodotto sullo scaffale del punto vendita


Con gli stabilimenti in Cina e Cambogia, hai la flessibilità di selezionare il sito di produzione che offre i vantaggi tariffari più vantaggiosi in base alla tua situazione specifica.
Cosa ha reso Synberry la scelta di due generazioni? Grazie a principi di qualità chiaramente definiti, documentazione e registri ben gestiti e, soprattutto, analisi e ispezioni approfondite dei processi, siamo in grado di garantire una qualità elevata e costante.


Table of Contents Ⅰ. Why Choosing the Right Leather Matters to Brand Success Ⅱ. Understanding the Physical Properties of Genuine Leather Ⅲ. The Brand-Matching Framework Ⅳ. Supply Chain Risk Management Ⅴ. How to Ensure Your OEM Factory Executes Your Leather Selection Correctly Ⅵ. FAQ Ⅶ. Conclusion Ⅰ. Why Choosing the Right Leather Matters to Brand Success For a leather goods brand, genuine leather is far more than a raw material used to make handbags. It is a core medium through which a brand establishes its identity, communicates product quality, and enhances the overall customer experience. In practice, some emerging brands and purchasing teams fall into a common trap: selecting leather based solely on price or current trends while overlooking whether the material is truly compatible with the brand’s positioning. This mismatch can lead to a series of downstream challenges, such as premature wear, color transfer, or deformation after a new product launches; increased customer complaints caused by inconsistent color within the same production batch; inflated costs resulting from the indiscriminate use of premium leather that cannot be reflected in the final retail price; or even damage to the brand’s reputation caused by low-quality materials. The hand feel, structural integrity, durability, and maintenance requirements of a handbag are all heavily influenced by the choice of leather. Selecting the right material not only helps bring the original design concept to life but also creates a healthier cost structure and enables brands to manage potential after-sales risks proactively. This guide is designed for brand product managers, sourcing teams, and product development professionals. Its goal is to establish a practical, end-to-end framework for genuine leather selection, helping decision-makers move beyond experience-based purchasing and develop a more systematic and standardized sourcing methodology. Ⅱ. Understanding the Physical Properties of Genuine Leather Genuine leather is made from animal hides and features a naturally developed fiber structure. Different tanning processes, hide sources, and layers of the hide result in significantly different physical properties. A thorough understanding of these fundamentals is the foundation of informed and scientific leather sourcing decisions. 2.1 Leather Classification: Full-Grain Leather and Split Leather 2.1.1 Full-Grain Leather Full-grain leather comes from the outermost layer of the hide and retains the complete natural grain and tightly interwoven fiber structure. Advantages: It offers excellent tensile strength, superior breathability, rich natural grain characteristics, a premium appearance and feel, and outstanding durability. Disadvantages: High-quality hides are relatively scarce and therefore more expensive. Unless the leather undergoes significant surface correction, it may retain natural marks from the animal's life, such as scars and growth marks. 2.1.2 Split Leather Split leather is made from the fibrous layer beneath the grain layer after the natural grain layer has been removed. Depending on the finishing process, it is mainly divided into two categories: Suede and Bicast Leather. Suede: Suede is produced by sanding and raising the fibers of split leather without applying a PU or PVC film coating. It has a naturally soft, napped surface and a distinctive suede-like hand feel. It is commonly used as a handbag lining and can also be used for exterior designs with a casual or vintage aesthetic. Bicast Leather: Bicast leather is made by applying a PU or PVC film coating to the surface of split leather to simulate the appearance of natural grain. It has a relatively uniform appearance and good abrasion resistance but offers lower breathability. It is often used for exterior surfaces of products where strict cost control is required. Key Characteristics: Both types of split leather generally have lower flex resistance than full-grain leather. With bicast leather in particular, repeated bending and long-term use may eventually cause the surface coating to crack or peel. Applications: Suede is commonly used for handbag linings or exterior designs with a casual or vintage aesthetic, while bicast leather is more commonly used as an exterior material for cost-sensitive products. 2.2 Key Physical Properties to Evaluate When Sourcing Leather 2.2.1 Tensile Strength and Structural Support Strength: Leather with a dense fiber structure offers strong tensile strength and good structural support, making it suitable for structured handbags. Softness and Structural Support: Soft leather, such as sheepskin, has a relatively loose fiber structure and limited structural support. It is more suitable for soft, slouchy, or draped handbag designs. Structural Stability: When selecting leather, the intended bag structure should always be considered. Soft leather may easily lose its shape when used for structured designs, while excessively firm leather may be unsuitable for soft, naturally draped styles. 2.2.2 Abrasion and Scratch Resistance High Abrasion Resistance: Corrected-grain leather and embossed leather, such as pebbled leather, typically have relatively substantial surface coatings and strong abrasion resistance. They are suitable for handbags intended for frequent everyday use. Character-Driven Materials: Waxed leather is prone to developing visible marks during use. However, minor scratches can often be blended or reduced by gently rubbing the surface with body heat. It is therefore not recommended for consumers who expect a flawless, scratch-free appearance. 2.2.3 Colorfastness Colorfastness should be evaluated through both dry and wet crocking tests, with reference to relevant standards such as ISO 11640 or GB/T 39366. Warning: Dark-colored leather and washed-effect leather are more likely to present colorfastness risks. If wet-rub colorfastness does not meet the required standard, typically below Grade 3–4, depending on the applicable requirements, the leather may easily transfer color onto light-colored clothing. 2.2.4 Water Absorption and Environmental Stability Vegetable-Tanned Leather: Vegetable-tanned leather is susceptible to developing permanent water spots when exposed to moisture. Environmental Stability: Certain spray finishes may become brittle, crack, or deteriorate under extreme temperature fluctuations. Sourcing Recommendation: For orders intended for humid or high-temperature markets, brands should consider conducting water-resistance testing as well as high- and low-temperature testing where appropriate. 2.2.5 Tear Strength For thin and supple leathers, such as goatskin, special attention should be paid to tear strength at high-stress areas, including strap attachment points, handle bases, and hardware openings. Ⅲ. The Brand-Matching Framework The most suitable leather can be identified by evaluating four key dimensions. 3.1 Brand Price Positioning High-End Designer Brands / Luxury Lines: Prioritize full-grain cowhide and goatskin. Preserve the natural grain and texture, minimize heavy surface coatings, and emphasize authenticity, natural beauty, and material scarcity. Mid-Range Sustainable Luxury Brands: Consider environmentally responsible top-grain leather, such as vegetable-tanned leather, to balance premium quality with scalable supply while strengthening the brand’s sustainability narrative. Mass-Market Fashion Leather Goods: High-quality film-coated split leather can be selectively used to control costs while maintaining a consistent appearance. 3.2 Target Consumer and Usage Scenario Business and Commuting Consumers Who Prioritize Durability: Embossed cowhide, such as pebbled or cross-grain leather, and corrected-grain cowhide are recommended. Their stable surface coatings provide strong scratch resistance and require relatively little maintenance. Character-Driven Materials: Waxed leather tends to show marks easily and is better suited to consumers who appreciate the natural character of leather. Younger, Fashion-Conscious Consumers Who Prioritize Aesthetics: Soft, supple leathers with rich color options are often a better fit. Nappa leather and lightly tumbled leather can create a naturally relaxed and contemporary appearance. Outdoor and Vintage-Style Enthusiasts: Vegetable-tanned leather is an excellent choice. Its color gradually deepens and develops a unique patina with use, allowing each product to acquire distinctive signs of aging over time. 3.3 Product Structure Structured Bags Such as Briefcases and Totes: These require firm cowhide with a dense fiber structure and high tensile strength, such as vegetable-tanned leather, sometimes referred to as firm tooling leather. Soft Cloud Bags and Shoulder Bags: These are better suited to leathers with a relatively loose fiber structure and a soft, supple hand feel, such as sheepskin or soft Nappa leather. Core Principle: The construction of a handbag directly limits the range of leather that can be used. Soft leather cannot naturally support a rigid silhouette without additional reinforcement, while overly firm leather is unlikely to produce soft, natural folds and draping. 3.4 Brand Core Value Proposition Brands Built Around Sustainability and Natural Materials: Avoid heavily finished or heavily coated leather whenever possible. Prioritize drum-dyed, aniline, semi-aniline, or lightly finished vegetable-tanned leather, as well as leather sourced from tanneries with recognized environmental certifications such as LWG certification. Brands Focused on Minimalist Durability: Prioritize structurally stable, high-performance full-grain cowhide and reduce the use of delicate materials that may lead to avoidable after-sales complaints. Practical Recommendation: Build an internal leather database for your brand. Before developing each new product, evaluate and score candidate leathers against the four dimensions above. This approach can significantly reduce unnecessary sampling and development costs. Ⅳ. Supply Chain Risk Management Unlike synthetic leather, which can be manufactured with highly consistent industrial processes, genuine leather is made from animal hides and naturally varies from one piece to another. This inherent variability is one of the most significant—and frequently overlooked—sources of risk in leather sourcing. 4.1 Two Major Natural Challenges and How to Manage Them 4.1.1 Batch-to-Batch and Texture Variation: The Consistency Risk: Every hide is unique due to factors such as the animal’s living environment, climate, season, and natural growth patterns. Even when the same factory produces the same leather article, 100% replication from one production batch to another is impossible. Recommended Solution: Establish a strict limit sample system before mass production. Approve and seal a reference sample that clearly defines acceptable ranges for color variation, grain differences, natural marks, and other visual characteristics. Additional Recommendation: Reserve a certain quantity of additional leather during bulk production to allow for selective cutting and quality control. 4.1.2 Environmental and Regulatory Compliance Risks: Environmental and regulatory requirements for leather goods continue to become more stringent worldwide. Key areas of concern include heavy metals, restricted azo dyes, volatile organic compounds (VOCs), and animal-origin traceability requirements. Recommended Approach: For products intended for European and U.S. markets, leather compliance should be verified before placing production orders. Materials must meet applicable regulatory requirements, including the relevant provisions of the EU REACH framework where applicable. 4.2 Practical Recommendations for Brands Core Leather Materials: Select mature, proven leather types with stable production capacity to protect lead times and ensure consistent quality. Specialty or Niche Materials: Brands should be prepared to accept a certain degree of natural imperfection. These characteristics should be clearly communicated to customers before purchase so that expectations are properly managed. Retained Samples: Keep retained samples from every bulk production batch of leather. Traceability: In the event of a quality dispute, retained samples provide critical evidence for traceability and serve as an important safeguard for protecting the brand’s reputation. Ⅴ. How to Ensure Your OEM Factory Executes Your Leather Selection Correctly Once the leather direction has been determined, the OEM factory will take responsibility for sampling, process optimization, and mass production. Whether the selected leather can be successfully translated into the final product depends largely on whether the brand takes four key steps at the beginning of the development process. 5.1 Involve the OEM Factory in the Evaluation Process Early At the early sampling stage, ask the OEM factory to evaluate the selected leather from three perspectives: Manufacturing Complexity: Evaluate whether the selected leather is suitable for the required construction and manufacturing techniques. Material Yield and Cutting Loss: Assess how much usable material can be obtained from each hide and how natural defects may affect cutting efficiency. Special Processing Requirements: Identify whether the leather requires specific cutting, skiving, edge-painting, stitching, or finishing processes. Key Benefit: Early evaluation helps identify potential issues before production begins, reduce implementation risks, and minimize costly modifications later in the development cycle. 5.2 Translate Quality Requirements into Quantifiable Standards Avoid relying solely on descriptions such as “soft hand feel” or “color close to the reference sample.” Whenever possible, provide measurable specifications, including: Acceptable Thickness Tolerance Permissible Color Difference Maximum Size of Allowable Defects Acceptable Defect Frequency and Distribution Supply Chain Alignment: The OEM factory should communicate these requirements directly to the leather supplier to ensure consistency throughout the supply chain. 5.3 Leverage the Factory’s Supply Chain Resources Established OEM manufacturers often maintain long-term relationships with major tanneries and leather suppliers. Competitive Pricing: They can help brands negotiate more competitive pricing. Production Capacity: They can help secure production capacity and prioritize material allocation. Material Testing: They can coordinate leather testing and manage batch-level quality control. Risk Reduction: This can significantly reduce the communication burden and quality risks associated with brands working directly with upstream suppliers. 5.4 Allow Sufficient Development Time and Avoid Compressing the Timeline Development Process: The development process should progress gradually from the initial prototype and confirmation sample to the pre-production sample and finally to mass production. Testing and Adjustment: Adequate time should be reserved for leather testing, process adjustments, and production validation. Risk Control: Allowing sufficient development time is one of the most effective ways to reduce mass-production risks. Ⅵ. FAQ We have summarized seven of the most common questions brands ask when sourcing genuine leather to help you make more informed decisions. Q1: Does Natural Leather with Scars or Uneven Grain Mean It Is Poor Quality? A: Not necessarily. These are natural characteristics of genuine leather rather than defects. The Objective Reality: High-quality full-grain leather cannot be perfectly flawless in the same way as synthetic leather. Natural marks such as neck wrinkles and growth marks are normal characteristics of premium full-grain leather and can actually serve as evidence of its authenticity. Quality Assessment: A natural mark should generally only be considered unacceptable when it is concentrated in a highly visible area of the handbag and materially affects the overall appearance. Our Recommendation: Before production, brands should establish a clearly approved limit sample with the factory, defining acceptable locations, sizes, and types of natural marks. This helps prevent disputes during bulk production. Q2: Is Vegetable-Tanned Leather Suitable for Large-Scale Production of Fashion Handbags? A: It requires careful consideration and is generally better suited to niche, vintage-inspired product lines. Advantages: It offers an unmistakable natural appearance, distinctive character, and an authentic patina that cannot easily be replicated by other leather types. Disadvantages: Its physical properties are more sensitive to environmental conditions. It can develop water marks, change color with prolonged exposure to light, require more controlled processing conditions, and show unavoidable batch-to-batch color variation. Recommended Applications: It is particularly suitable for niche vintage collections and products emphasizing craftsmanship and a handmade aesthetic. Production Consideration: For fast-moving fashion products that require high-volume production and extremely consistent appearance, brands should use vegetable-tanned leather with caution or consider semi-vegetable-tanned or chrome-tanned alternatives. Q3: What Tests Are Required When Sourcing Leather for Orders Exported to Europe and the United States? A: Regulatory compliance is the baseline requirement for entering international markets. Basic Testing Typically Includes: Azo dyes, heavy metal content, formaldehyde, and VOCs (volatile organic compounds). Additional Requirements: Some countries and brands may require documentation proving the traceability and country of origin of the animal hides. Best Practice: Brands should consider requesting relevant compliance documentation from leather suppliers, including evidence of LWG-certified upstream tanneries where applicable, as well as test reports demonstrating compliance with relevant EU REACH requirements. Business Value: These documents can serve as important credentials when entering premium European and U.S. markets. Q4: How Can You Verify Whether a Supplier’s “Full-Grain Leather” Is Genuine? A: Examine the cross-section and perform a pressure test. The Pressure Test: Press the leather surface gently with your finger. Genuine full-grain leather typically develops fine, natural wrinkles radiating outward from the point of pressure and returns relatively quickly to its original appearance when released. Visual Inspection: Examine the cross-section of the leather. Genuine full-grain leather generally shows a dense and naturally structured fiber pattern. The Most Reliable Method: Before entering into formal cooperation, request a third-party material testing report whenever necessary. Objective test data is the most reliable way to verify material claims. Q5: Is Full-Grain Leather Always Better Than Split Leather? A: No. The two materials simply come from different layers of the hide and are suited to different brand and product requirements. Full-Grain Leather: Full-grain leather retains the natural grain layer and generally offers better breathability and a more authentic grain appearance. It is commonly used in mid- to high-end products. Split Leather: Split leather is produced after the hide is split and may be further finished with surface coatings. It offers lower material costs, fewer visible surface imperfections, and higher material utilization, making it suitable for more price-sensitive, high-volume products that require a consistent appearance. Core Principle: There is no absolute hierarchy of “better” or “worse.” The right leather is the one that best matches the brand’s positioning and the product’s intended use. Q6: Is Nappa Leather Genuine Leather? What Price Tier Does It Belong To? A: Nappa leather refers primarily to a processing style and a characteristic hand feel, rather than a specific leather grade. The defining characteristics of Nappa leather are exceptional softness, a smooth and refined surface, and a relatively light finish. Full-Grain Nappa Leather: The highest-end category, retaining the natural grain and pores of the hide. Corrected-Grain or Top-Grain Nappa Leather: A mainstream category that undergoes light surface correction and finishing. Split Leather or Synthetic Materials Marketed as “Nappa Grain”: Some suppliers may use the term “Nappa” or “Nappa-style” to describe PU-coated split leather or microfiber materials. Key Takeaway: The word “Nappa” alone should not be treated as proof of leather quality or authenticity. Q7: How Do Different Leather Types Compare in Terms of Maintenance Difficulty and After-Sales Risk? A: From a manufacturing and after-sales risk perspective, leather types can generally be ranked from lower to higher risk as follows: Corrected-Grain Chrome-Tanned Cowhide / Coated Leather: These materials typically have more substantial surface coatings and offer good water and stain resistance, making them relatively easy to maintain and associated with the lowest after-sales risk. Full-Grain Chrome-Tanned Cowhide: It retains a degree of natural resistance to everyday use, and minor scratches may blend into the surface over time. Nappa Leather: Its lighter finish provides a soft and luxurious feel but makes the surface more susceptible to visible fingernail marks and scratches. Customers should be advised to avoid contact with sharp objects. Tumbled Leather: Its textured grain can help disguise minor imperfections, but some varieties may absorb moisture easily and develop water marks. Vegetable-Tanned Leather: This is one of the most delicate options. It can darken or change color when exposed to water, absorb oils, and develop scratches easily.Customers should be clearly informed that these characteristics are inherent to vegetable-tanned leather and should not automatically be considered quality defects.Setting expectations in advance can significantly reduce after-sales disputes. Ⅶ. Conclusion The unique appeal of a genuine leather handbag comes from the irreplaceable character and texture of natural leather. The true art of sourcing is not about blindly pursuing the most expensive or the least expensive material. It is about identifying the material that achieves the right balance between brand positioning, design aesthetics, product performance, and cost structure. Leather selection should not be a subjective guessing game. It should be a standardized and systematic decision-making process. By establishing a rigorous evaluation framework, conducting appropriate material testing, and implementing effective risk controls, brands can ensure that leather, design, and manufacturing processes work together seamlessly. Respecting the natural characteristics of genuine leather and planning the sourcing process rationally are not only fundamental to creating successful products—they are also essential to building a sustainable, long-term leather goods brand. As a supply chain partner with 30 years of experience specializing in genuine leather handbag OEM manufacturing, SYNBERRY provides end-to-end support covering leather selection, material performance testing, sample development, and large-scale production. We help brands connect every stage of the process—from material selection to finished-product delivery—so that high-quality leather can be successfully transformed into commercially viable, production-ready products. Author
GUARDA DI PIÙ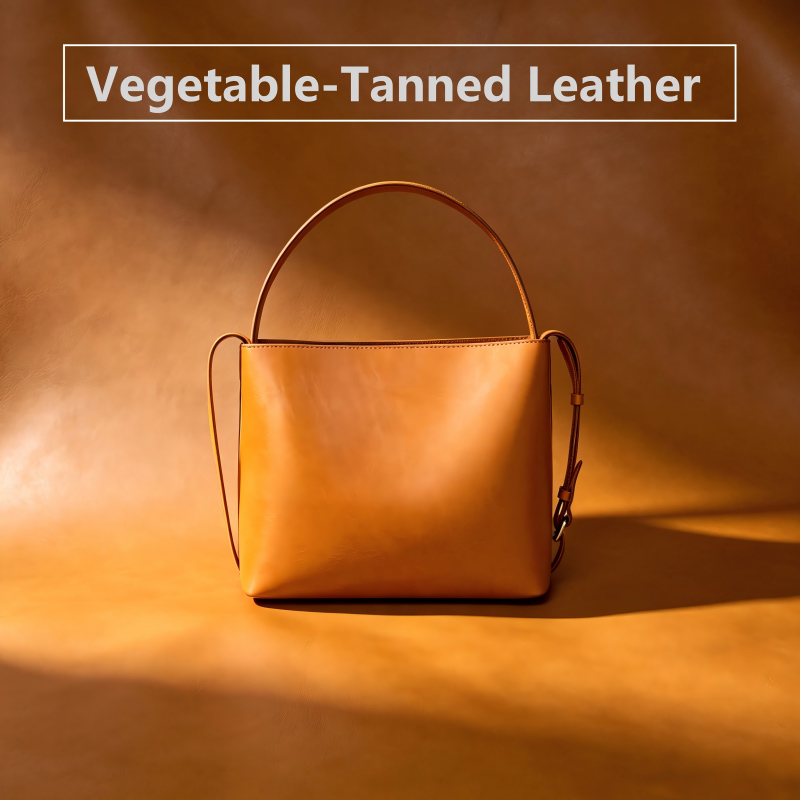
Vegetable-tanned leather is often chosen because it can do something that many coated or synthetic materials cannot: it records the marks of use. Sunlight gradually deepens its color. Frequent use makes the surface become smoother over time. Natural oils from the hands create darker tones on the corners, handles, folds, and around buckles. This visual characteristic has made vegetable-tanned leather a favorite among many leather brands, gift companies, and vintage-style product developers. They value the unique “aging journey” of vegetable-tanned leather—every finished product gradually develops a one-of-a-kind patina through everyday use, creating a distinctive imprint that belongs solely to its owner. This evolving character is also the most unique feature that sets it apart from other types of tanned leather. Table of Contents: What Is Vegetable-Tanned Leather? Vegetable-Tanned Leather vs. Chrome-Tanned Leather Advantages and Limitations of Vegetable-Tanned Leather What Is Vegetable-Tanned Leather Suitable for in the Bag Industry? Logo Techniques Suitable for Vegetable-Tanned Leather FAQ I. What Is Vegetable-Tanned Leather? Vegetable-tanned leather is leather that has been transformed from prepared animal hides into stable leather through a controlled tanning process using plant-derived tanning agents (tannins). When an animal hide is first removed, it is essentially a piece of protein that will naturally decompose. To transform it into durable leather, tanning agents must create cross-links with the collagen fibers in the hide. Tannins bond with the collagen structure, improving the leather's resistance to decay while giving it its characteristic firmness, natural grain, excellent workability, superior edge quality, and distinctive aging properties. In modern leather manufacturing, the dominant chrome tanning process uses trivalent chromium salts, offering fast production, lower costs, and a softer finished leather. Vegetable tanning, by contrast, returns to a method that has been used by humans for thousands of years. Natural tannins are extracted from plant materials such as bark, wood, leaves, fruits, and seed pods, allowing the leather fibers to gradually "set" over the course of several weeks or even months. This slow process is the foundation of every defining characteristic of vegetable-tanned leather. Because of the extended tanning period and the deep penetration of tannins, the fiber structure of vegetable-tanned leather is thoroughly transformed. The finished leather is firm, dense, and capable of being burnished to achieve a smooth, mirror-like edge—something that is difficult for chrome-tanned leather to accomplish. At the same time, because the process does not rely on heavy synthetic resin finishes, the surface of vegetable-tanned leather retains its most natural, uncoated appearance: pores remain clearly visible, while natural scars, growth marks, and vein patterns are all openly displayed. II. Vegetable-Tanned Leather vs. Chrome-Tanned Leather For many buyers encountering vegetable-tanned leather for the first time, the biggest question is: How is it different from ordinary full-grain cowhide? In reality, the difference is determined the moment the tanning process is completed. Comparison Vegetable-Tanned Leather Chrome-Tanned Leather (Mainstream) Tanning Agent Plant-derived tannins (natural) Trivalent chromium salts (chemical) Tanning Time Several weeks to several months 1–3 days Finished Feel Firm and structured, initially quite stiff Soft, supple, and flexible straight out of production Surface Appearance Minimal or no finish, leaving a natural, "bare-faced" look Usually coated with a finish that can conceal imperfections Color Stability Darkens and changes with sunlight and use, developing a patina Color is fixed after production and remains relatively stable Edge Finishing Can be burnished and polished to a smooth, mirror-like finish Typically requires edge paint to cover the edges Water Resistance Poor; exposure to water may cause discoloration and stiffening Better; water tends to bead up and roll off naturally Suitability for Mass Production Lower Higher One common misconception should be clarified: vegetable-tanned leather and full-grain leather are not opposing concepts. Full-grain describes which part of the hide is used—the topmost layer that has not been sanded or buffed. Vegetable tanning, on the other hand, describes the tanning method. A piece of full-grain cowhide can be either vegetable-tanned or chrome-tanned. That said, high-quality vegetable-tanned leather on the market is typically made from premium full-grain hides. Since vegetable-tanned leather does not rely on heavy surface coatings to conceal imperfections, the inherent quality of the hide is fully visible on the finished surface. III. Advantages and Limitations of Vegetable-Tanned Leather Vegetable-tanned leather is not a miracle material. It is much like a piece of jade that requires careful nurturing—its strengths and weaknesses are equally distinctive. Advantages 1. A Unique Character Shaped by Time The greatest appeal of vegetable-tanned leather lies in its ability to develop over time. Natural vegetable-tanned leather begins with a light beige tone and gradually darkens through exposure to sunlight, body heat, and the absorption of natural oils from the hands. Over time, it evolves into caramel or honey tones, eventually developing a patina that is unique to its owner. This "the more you use it, the better it looks" characteristic is something no heavily finished leather can truly replicate. 2. A Naturally Sustainable Story The tannins used in vegetable tanning are derived from renewable plant sources. Compared with wastewater from chrome tanning, the waste liquor generated during vegetable tanning is far more biodegradable. For brands that emphasize sustainability, vegetable-tanned leather is a naturally eco-friendly material that requires little explanation. 3. Burnishable, Mirror-Like Edges Under the influence of high-density tannins, the fibers of vegetable-tanned leather become compact enough that the edges can be burnished and polished to a mirror-like finish, much like wood. This allows premium handcrafted bags to achieve clean, refined edges without the need for edge paint—one of the primary reasons why many artisan leatherworkers favor vegetable-tanned leather. 4. Proven Long-Term Durability Although it feels firm when new, vegetable-tanned leather gradually softens with use while retaining exceptional fiber strength. A well-maintained vegetable-tanned leather bag can often last more than a decade. Limitations 1. Highly Sensitive to Water and Oils Because vegetable-tanned leather has no waterproof surface coating, even a single drop of water can leave a dark watermark. Natural skin oils, sunscreen, and even the indigo dye from denim can penetrate the leather and cannot be wiped away. To enthusiasts, these marks are badges of time and character; to many everyday consumers, they may simply be viewed as unacceptable stains. 2. Difficult to Maintain Consistent Color Between Batches The color of vegetable-tanned leather continues to evolve even after production. Two hides from the same batch, stored on opposite sides of a warehouse, may develop noticeably different shades after just three months. 3. Less Suitable for High-Speed Mass Production Its firm structure increases resistance during sewing, while edge finishing requires multiple rounds of sanding, waxing, and polishing. As a result, the labor time required is typically much longer than that for chrome-tanned leather. IV. What Is Vegetable-Tanned Leather Best Suited for in the Bag Industry? Based on the characteristics discussed above, vegetable-tanned leather has a well-defined comfort zone when it comes to bag manufacturing. Ideal Applications Small Leather Goods: Card holders, key cases, pen sleeves, and leather charms. Their compact size makes natural imperfections easier to manage while showcasing the beautifully burnished edges that vegetable-tanned leather is known for. Structured Bag Designs: Satchels, briefcases, and vintage messenger bags. These styles take full advantage of vegetable-tanned leather's natural rigidity, allowing the bags to maintain their shape without collapsing. Limited Editions and Commemorative Collections: The leather's natural grain and its ability to develop a unique patina over time create a sense of exclusivity and rarity, making it an excellent choice for special collections. Less Suitable Applications Soft, Large Bags: Tote bags and shopping bags. Vegetable-tanned leather is relatively stiff when new, and repeated bending across large panels can create permanent creases that cannot be reversed. High-Frequency Everyday Commuter Bags: Bags that are exposed daily to crowded public transportation, rain, and frequent contact with different surfaces. Under these conditions, vegetable-tanned leather's delicate nature becomes much more noticeable. Fast Fashion, High-Volume Products: Because of its evolving color, lower production efficiency, and higher cost compared with chrome-tanned leather, vegetable-tanned leather is not well suited to the rapid production cycles and aggressive pricing strategies required by fast-fashion brands. Many handbag brands that prioritize customer experience intentionally introduce natural vegetable-tanned leather as part of their core product line, encouraging customers to "grow" their bags through everyday use. This unique interaction between the owner and the leather creates a highly personal ownership experience, significantly enhancing product appeal, encouraging word-of-mouth discussions, and strengthening customer loyalty. It is also one of the reasons why vegetable-tanned leather has become an outstanding choice for boutique brands seeking meaningful differentiation. V. Logo Techniques Suitable for Vegetable-Tanned Leather Vegetable-tanned leather has little to no chemical surface finish. Its firm fiber structure, ability to absorb moisture and oils, and tendency to change color when exposed to heat give it both distinct advantages and clear limitations when it comes to logo application. Below are several methods that have been proven effective in our production experience, as well as techniques that should be avoided. Recommended Methods 1. Blind Embossing / Debossing This is the logo technique that best complements the character of vegetable-tanned leather. A heated brass die is used to apply pressure, creating either a recessed or raised impression on the leather surface. Since no additional material is applied, the logo becomes an integral part of the leather itself. As the leather develops its patina over time, the embossed edges gradually become smoother and develop a subtle natural sheen. Practical Considerations: Because vegetable-tanned leather is relatively firm, embossed edges appear sharper and more defined than on chrome-tanned leather, making this technique ideal for fine lettering and geometric linework. Temperature must be carefully controlled (typically 80°C–120°C). Exceeding 150°C can leave dark brown scorch marks around the edges of the impression, which are especially noticeable on natural, undyed leather. Deep embossing (greater than 1 mm) may affect the flatness of the reverse side. If the logo is placed on a large front panel of the bag, the visibility of the impression on the back should be evaluated. 2. Hot Foil Stamping (Gold or Silver) Hot foil stamping adds a refined metallic accent to vegetable-tanned leather. However, the leather's unfinished surface is a double-edged sword: because the foil comes into direct contact with the leather fibers, its adhesion is often less reliable than on chrome-tanned leather with a finished coating. Practical Considerations: Use premium foil specifically designed for leather, with fine pigments and strong adhesion. Standard foil intended for paper is prone to peeling on vegetable-tanned leather. Avoid stamping over natural scars, vein marks, or other areas where the fiber structure is loose, as the foil may lift or peel away together with these imperfections. Hot foil stamping generally produces better visual contrast on dark-colored vegetable-tanned leather (such as tea-core or brown leather) than on natural undyed leather. 3. Leather Carving / Tooling If there is one technique that was practically made for vegetable-tanned leather, it is leather carving (tooling). Vegetable-tanned leather is firm, has a dense fiber structure, and becomes highly moldable when dampened. As carving tools pass over the surface, they produce crisp, well-defined patterns that retain their shape. The carved design can then be further enhanced with dyeing, gilding, antique finishing, or other decorative treatments. Practical Considerations: Leather carving demands exceptionally high-quality hides. Only Grade A full-grain vegetable-tanned leather can produce clean, sharp cuts. Areas with scars or loose grain are prone to becoming fuzzy after carving. The process is entirely handcrafted, making mass production extremely inefficient. A single panel with a complex carved pattern may require several hours to complete, making this technique unsuitable for high-volume production. After carving, the leather should be properly shaped and treated for moisture resistance. Otherwise, the recessed carved areas may be susceptible to mold growth in humid environments. 4. Laser Engraving Laser engraving can reproduce intricate vector artwork and even grayscale effects without the need for custom tooling. However, vegetable-tanned leather reacts very differently to laser engraving than synthetic leather or chrome-tanned leather. Practical Considerations: The laser burns the tannins within the leather, causing the engraved area to turn dark brown or black. This creates strong visual contrast on natural, undyed vegetable-tanned leather, so the final appearance should always be evaluated through sampling before production. Since no custom die is required, laser engraving eliminates tooling costs. For small-batch custom orders, it is often more cost-effective than embossing, making it an excellent option for boutique brands and bespoke products. 5. Metal Badges / Nameplates Metal badges or nameplates are attached to vegetable-tanned leather using rivets, screws, or stitching. This approach overcomes some of the limitations of the leather itself, making it possible to achieve multicolor finishes, three-dimensional effects, and even illuminated designs. Practical Considerations: Because vegetable-tanned leather is relatively firm, pilot holes should always be punched before installing rivets. Driving rivets directly into the leather may cause the fibers to crack. Metal and leather have different coefficients of thermal expansion. In environments with significant temperature fluctuations, rivet holes may gradually enlarge over time, causing the hardware to loosen. Using washers is recommended to improve long-term stability. The edges of the metal badge should be chamfered or rounded to prevent them from cutting into or wearing through the leather surface during prolonged use. For stitched metal badges, stitch spacing must be planned with great precision. Needle holes in vegetable-tanned leather are permanent and cannot recover, so the stitching must be positioned correctly on the first attempt. Not Recommended: Screen Printing and Pad Printing We do not recommend applying screen printing or pad printing directly onto the surface of vegetable-tanned leather. The reasons are straightforward: Vegetable-tanned leather has little to no surface coating, making ink absorption difficult to control. As a result, the printed graphics are prone to bleeding and feathering. Vegetable-tanned leather continues to darken and absorb oils over time. As the leather naturally ages, the printed design ages with it, often leading to noticeable color inconsistencies after just a few months. While applying a surface sealing coating before printing can improve ink adhesion, it also defeats the very qualities that make vegetable-tanned leather desirable in the first place. The coating compromises its signature natural, uncoated appearance, as well as its breathability. FAQ Q1: Which is better: vegetable-tanned leather or top-grain leather? A: These are not comparable concepts, as they describe different aspects of leather. Top-grain leather refers to the layer of the hide used, while vegetable tanning refers to the tanning process. A piece of top-grain leather can be either vegetable-tanned or chrome-tanned. Although premium vegetable-tanned leather is typically made from high-quality full-grain hides, "vegetable-tanned" does not automatically mean "top-grain." Q2: Is vegetable-tanned leather always more environmentally friendly than chrome-tanned leather? A: In terms of tanning agents, plant-derived tannins are indeed more natural and biodegradable than chromium salts. However, environmental sustainability should be evaluated across the entire product lifecycle. Factors such as wastewater treatment at the tannery, whether the dyes contain heavy metals, and the composition of conditioning oils used during maintenance all play important roles. Whenever possible, it is advisable to source leather from tanneries certified by the Leather Working Group (LWG). Q3: Are vegetable-tanned leather bags waterproof? A: Natural vegetable-tanned leather offers little to no water resistance. Improving its waterproof performance requires applying waterproofing agents or waxes after tanning, but doing so alters the leather's breathability and natural feel while compromising its signature uncoated appearance. If the product is intended for frequent use in rainy conditions, chrome-tanned leather with a protective finish is generally a more suitable choice. Q4: Why does the price of vegetable-tanned leather vary so much? A: The price of vegetable-tanned leather mainly depends on three factors: Hide quality, including the grade of the hide, the presence of scars, and the area of the hide used. Tanning method and duration, such as traditional pit tanning versus accelerated drum tanning. Country or region of origin. Vegetable-tanned leather made from premium hides using traditional long-cycle pit tanning is significantly more expensive than leather produced through faster tanning methods, resulting in noticeable price differences in the final products. Q5: How can you tell if leather is genuinely vegetable-tanned? A: You can identify genuine vegetable-tanned leather using the following four methods: Smell: Authentic vegetable-tanned leather has a distinctive earthy aroma with a subtle natural sweetness. Chrome-tanned leather often has a chemical smell or almost no noticeable scent. Cut Edge: Examine an unfinished edge. Vegetable-tanned leather typically displays a warm cream or tan color throughout its cross-section. Chrome-tanned leather usually has a bluish-gray cross-section—the characteristic color left by chromium sulfate. Water Reaction: A small drop of water will immediately darken the surface of vegetable-tanned leather before gradually lightening again as it dries. On chrome-tanned leather, water generally beads up and rolls off the surface. Feel: Genuine vegetable-tanned leather has a firm, structured feel and is relatively stiff when new, requiring a break-in period. If a product advertised as "vegetable-tanned leather" feels excessively soft and floppy right out of the box, it is worth examining more carefully. Q6: How should vegetable-tanned leather be cared for? A: Here are some practical care tips to help keep vegetable-tanned leather products in their best condition. Brands are encouraged to include these recommendations in their product care instructions. Avoid getting the leather wet, especially during the first month of use. Keep the leather away from heat sources and never use a hair dryer to speed up drying. Do not clean it with synthetic brushes—use only natural-bristle brushes. If the leather product is used frequently, apply a leather-specific conditioning oil or leather care product once a week. Wax the leather regularly to maintain its condition and appearance. Conclusion Vegetable-tanned leather is not an industrial material that can simply be used without consideration. Instead, it is more like a long-term project involving the brand, the manufacturer, and the end user. Its firmness, color changes, visible marks, and evolving patina are both its limitations and its greatest sources of appeal. As an OEM bag manufacturer with more than 30 years of experience, we have always believed that there is no universally "good" or "bad" material—only the material that is best suited for a particular purpose. If your brand is built around speed, novelty, and standardization, vegetable-tanned leather may not be the ideal choice. But if your brand tells a story of time, craftsmanship, texture, and companionship, vegetable-tanned leather may be the most authentic storyteller of all. Author
GUARDA DI PIÙ
Sourcing leather for custom leather handbags is far more than a simple aesthetic choice. It directly determines your production costs, retail pricing strategy and overall brand positioning. SYNBERRY has accumulated over 30 years of experience in OEM custom leather bag manufacturing, serving clients ranging from emerging startup brands to mature premium and luxury lines. Most purchasing partners repeatedly raise two core questions: which leather grade fits their product lineup, and how end consumers can properly maintain leather bags. Drawing on our decades of on-site manufacturing experience, this guide systematically explains leather selection logic and post-sale maintenance knowledge, helping OEM buyers pick matching leather and avoid common care mistakes. Table of Contents: Ⅰ. Two Core Perspectives to Understand Leather Ⅱ. Match Leather Types to Different Handbag Styles Ⅲ. Daily Care Guidelines for Leather Handbags Ⅳ. Four Core Details to Confirm When Requesting Factory Quotations Ⅴ. Frequently Asked Questions (FAQ) Ⅵ. Conclusion Ⅰ. Two Core Perspectives to Understand Leather We divide leather into two major classification systems: categorization by natural hide layers and categorization by post-tanning processing techniques. The combination of these two dimensions jointly decides leather quality and the final presentation of finished handbags. 1.Classification by Hide Layer Top-grain leather:Top-grain leather is made from the outermost grain layer of animal hide plus part of the underlying fibrous corium layer. Its compact fiber structure delivers outstanding tensile strength, durability, flexibility and stable shape retention, making it the core raw material for all high-end leather goods. Split leather :Split leather refers to the residual fibrous layer separated after removing the top grain layer during splitting. Its loose fiber structure leads to weaker strength, poor durability and faint natural texture, so manufacturers usually add PU coating, PVC coating or suede sanding to improve its appearance and practicality. 2.Classification by Processing Craft Full-grain leather:Full-grain leather ranks as the highest-grade leather material. It fully retains the natural grain surface of raw hide with almost no sanding or surface correction, featuring obvious natural grain, excellent wear resistance, superior breathability and the ability to form unique patina with long-term wear. Every hide carries exclusive natural marks, making each finished bag one-of-a-kind. Corrected-grain leather:Corrected-grain leather is processed by lightly sanding top-grain leather to remove surface blemishes, then embossing uniform artificial grain patterns. It boasts consistent surface appearance, reliable durability and balanced cost performance, which is why most mid-to-high-end leather goods such as business briefcases adopt this material. Coated split leather :Coated split leather is produced by attaching a thin PU or PVC synthetic film to split leather and embossing artificial grain on the surface. Its basic composition is split leather substrate plus synthetic coating, serving as an affordable option with uniform visual effects. 3.Comparison Between Top-Grain Leather and Full-Grain Leather Many buyers confuse the logical relationship between top-grain and full-grain leather; the table below sorts out all core differences clearly: Comparison Item Top-Grain Leather Full-Grain Leather Definition Leather cut from the outermost grain layer of animal hide Premium subdivision of top-grain leather that fully retains natural grain surfaces Belongs to top-layer hide ✅ Yes ✅ Yes Retain original natural grain Not guaranteed ✅ Fully retains natural pores and grain patterns Surface finishing May include sanding, correction, embossing or heavy coating Minimal processing; only dyeing and light protective finishing Visual appearance Uniform texture, customizable artificial embossed patterns Natural grain variations; every hide panel is unique Durability Good Excellent, featuring the most intact natural fiber structure Breathability Fairly good Superior Softness Fluctuates based on finishing craft Gradually softens and develops natural patina with wear Longevity Lasts multiple years with routine care Remains functional for decades under consistent maintenance Price bracket Mid to high-end Premium tier with higher unit pricing SYNBERRY Manufacturing Insight: We always recommend full-grain leather for clients developing structured luxury handbags. Natural surface variations are not flaws, but distinctive features that endow each bag with irreplaceable unique value. Ⅱ. Match Leather Types to Different Handbag Styles Leather selection cannot rely solely on material cost. Different bag silhouettes and usage scenarios put forward distinct performance requirements for leather, so we summarize a targeted matching rule for buyers’ reference: Handbag Category Recommended Leather Grade Core Matching Advantages Luxury handbags / Premium women’s designer bags Full-grain leather Develops layered patina and elevates product value over time Business briefcases / Daily commuter totes Top-grain leather Maintains rigid silhouette, durable and cost-efficient Casual crossbody bags / Fashion-forward silhouettes Top-grain leather or split suede Supple touch, diverse styling and flexible design potential Fast-fashion bags / Promotional giveaway handbags Split leather Low production cost with consistent surface finish Travel duffels / Large luggage totes Full-grain or thick top-grain leather Highly abrasion-resistant and builds vintage character with wear Ⅲ. Daily Care Guidelines for Leather Handbags Standardized consumer care can greatly extend a leather bag’s service life. Well-maintained leather goods effectively boost customer satisfaction and build long-term brand loyalty, and you can print all the practical guidance below on product hang tags or custom care booklets. 1. Regular Daily Care Habits Wipe surface dust and light dirt with a soft dry cloth on a regular basis. When the bag is not in use, stuff its interior with acid-free tissue paper to fix the original shape and cover the whole bag with a dedicated dust bag for storage. Keep leather goods away from direct sunlight, heat sources and humid environments all the time. 2. Targeted Stain Removal Solutions For water stains, use a dry cloth to blot excess moisture immediately and place the bag in cool ventilated space for natural air-drying; never speed up drying with hair dryers or high-temperature heat sources. For oil stains, spread absorbent cornstarch evenly over stained areas, leave it overnight to absorb grease, then gently brush off residual starch the next morning. For split suede products, only use professional suede brushes for grooming and avoid direct water scrubbing at all costs. 3. Forbidden Improper Operations Do not rinse or submerge the entire leather bag in water. Do not accelerate drying through hair dryers, radiators or other heating equipment. Do not fill bags with newspaper, as printing ink will transfer onto leather under humid conditions and cause permanent stains. Ⅳ. Four Core Details to Confirm When Requesting Factory Quotations Many buyers only write "leather handbags" in quotation requests, which causes repeated sample revisions and wastes plenty of sampling time. Clearly confirming the following four key information can greatly improve OEM communication efficiency. 1. Clear Leather Grade State the exact leather material without vague general descriptions, including full-grain leather, top-grain leather or split leather. 2. Defined Leather Thickness Mark specific thickness data such as 0.8mm or 1.0mm, as this parameter directly affects the bag’s firmness, structural stability and hand touch. 3. Standard Color Reference Provide official Pantone color codes or physical color swatches for color matching. Physical swatches are far more accurate than digital pictures, since screen display deviation is the top cause of sample rework. SYNBERRY Insight: Our sample department can customize exclusive color swatches for clients within 5 to 7 working days. 4. Confirmed Surface Finishing Specify the surface finishing: Which embossed grain pattern is required (e.g., pebble grain, cross grain)? Matte or glossy finish? Ⅴ. Frequently Asked Questions (FAQ) Q1: How do I verify leather sample quality before mass production launches? A: You need to manually test the leather’s softness and hand feel, observe the density of internal fiber layers, and check the adhesion strength of surface coating. We suggest signing and archiving a complete reference sample set containing leather swatches, color panels and matching metal hardware, which will serve as the unified inspection standard for bulk production. Q2: Why do minor color discrepancies exist between pre-production samples and bulk goods? A: Leather is a natural raw material, so different hide batches absorb dye unevenly; fluctuations in ambient temperature and humidity will also change dye absorption effects. SYNBERRY archives standard color boards for every production batch and strictly controls color differences within commercially acceptable standards. Q3: As a brand owner, what supplier qualifications should I prioritize? A: Apart from factory scale and production capacity, focus on ISO 9001 quality management system certification and BSCI social compliance audit. These two credentials prove the factory meets international standards in quality control, labor protection and environmental compliance. Q4: How long does OEM leather handbag sampling normally take? A: Sample development takes 7 to 14 working days after design confirmation; customized embossing or complex structural designs will extend the cycle slightly. International sample shipping requires an extra 3 to 5 working days, and the exact timeline depends on product customization complexity. Q5: Besides traditional animal leather, are there eco-friendly innovative alternatives? A: Yes. Numerous mainstream brands adopt bio-based leather materials made from corn fiber, cork and pineapple leaf fiber. These sustainable materials have a lower carbon footprint, cater to the sustainable consumption trends of European and American markets, and create unique differentiated selling points for brands. Q6: How to handle a leather handbag soaked by rainwater? A: Immediately blot surface moisture with a clean white cotton cloth instead of hard rubbing, which will push water stains deep into leather fibers. Hang or lay the bag flat in cool ventilated space for full natural air-drying, and never use hot air blowers or direct sunlight to speed up the process. After complete drying, apply a thin layer of leather conditioning cream to nourish the hide. Q7: Can minor scratches on leather surfaces be repaired? A: Light scratches can be faded by gentle fingertip massage; friction heat activates natural leather oil to blur superficial abrasions. Deep scratches need professional leather recoloring cream for local touch-up. Remember to test the repair paste on the inconspicuous bag bottom to confirm color matching before processing front surfaces. Q8: Light-colored leather bags easily get stained. How to prevent and fix color transfer? A: Prevention is more effective than remediation. Avoid long-term contact between pale leather (white, beige, pink) and dark fabrics especially denim to prevent friction color bleeding, and spray dedicated anti-transfer protective spray for daily use. If color transfer occurs, wipe stained areas in gentle circular motions with leather cleaner and soft cloth right away; consult professional leather care stores if stains cannot be fully removed. Q9: How frequently should consumers maintain leather handbags? A: Care cycles depend on usage frequency. Daily commuter bags need full conditioning every 2 to 3 months, while occasionally used bags only require maintenance once every six months. A simple judgment standard: if light finger marks do not fade within several seconds after scratching, the leather lacks natural oil and needs immediate nourishing treatment. Regular maintenance can permanently preserve leather’s soft texture and subtle gloss. Ⅵ. Conclusion Choosing the right leather is a strategic business decision. The most expensive material is not always suitable for your brand, nor can the cheapest option guarantee market competitiveness. The core selection standard lies in matching leather with your brand positioning, target consumer groups and product usage scenarios. Picking proper leather only completes half of brand success, and the other critical part is guiding end customers to master standardized leather care methods. Even premium leather will turn dull, dry and cracked after years of neglect, while entry-grade leather can accompany customers for decades with consistent proper maintenance. This is why we elaborate on systematic care guidance above — brand reputation is often built through these small but vital customer experience details. With over 30 years of OEM handbag manufacturing experience, SYNBERRY provides full-cycle leather solutions for brand partners, covering professional material matching, custom sample development and stable mass production with balanced cost and quality control. We also design exclusive leather care cards, printed hang tags and simplified maintenance instructions tailored to each bag model, so customers can grasp correct protection methods at the moment of purchase. If you have finished product concepts or design sketches, send them to our technical team. We will provide free leather matching evaluation and cost estimation within 1 to 2 working days. Contact SYNBERRY today to discuss your leather handbag project, and we will help you source ideal leather materials and deliver reliable long-term care guidance for your bag collection. Author
GUARDA DI PIÙ
La progettazione del pannello posteriore dello zaino si riferisce a un processo sistematico di progettazione e sviluppo incentrato sulla struttura, sui materiali e sul sistema di ventilazione del pannello posteriore. Il suo obiettivo è raggiungere l'equilibrio ottimale tra tre fattori prestazionali essenziali: supporto, vestibilità ergonomica e traspirabilità.Uno zaino può essere realizzato con tessuti di alta qualità, cerniere scorrevoli e avere un aspetto accattivante, ma se il pannello posteriore risulta caldo, rigido o appiccicoso alla schiena, è improbabile che lo si riutilizzi. Nell'uso quotidiano, il pannello posteriore è la prima parte dello zaino che si percepisce. È ciò che determina se lo zaino risulta leggero o pesante, traspirante o fa sudare, offre un buon supporto o è ingombrante. Ecco perché alcuni zaini vengono elogiati per il comfort che offrono durante tutta la giornata, mentre altri causano dolori alle spalle e alla schiena dopo soli 20 minuti di utilizzo.Creare un pannello posteriore eccellente è tutt'altro che semplice. Un pannello posteriore progettato per un maggiore supporto spesso risulta più rigido e meno traspirante. D'altro canto, dare priorità alla ventilazione può facilmente compromettere il supporto strutturale, causando la deformazione o il cedimento del pannello posteriore durante un utilizzo prolungato con carico. Solo attraverso un continuo perfezionamento delle configurazioni strutturali, delle combinazioni di materiali e della costruzione a strati i produttori possono sviluppare un pannello posteriore che offra un'esperienza di trasporto ben bilanciata.In qualità di produttori di zaini OEM/ODM con oltre 30 anni di esperienza nel settore, abbiamo sempre considerato la progettazione del pannello posteriore uno degli aspetti più critici nello sviluppo di uno zaino. Perfezionando continuamente le nostre soluzioni incentrate su tre funzioni fondamentali – supporto, traspirabilità e vestibilità ergonomica – aiutiamo i marchi a creare zaini che offrono comfort comprovato, prestazioni affidabili e un feedback costantemente positivo da parte degli utenti. SommarioCos'è un pannello posteriore per zaino?Le tre dimensioni tecniche fondamentali dell'ingegneria del pannello posterioreTipologie di strutture per il pannello posteriore dello zainoCome scegliere i materiali in schiuma per i pannelli posteriori degli zainiCome selezionare i materiali per lo strato di contattoCome i canali d'aria migliorano le prestazioni del pannello posterioreCaso di studio: architetture tipiche dei sistemi di pannelli posterioriDalla progettazione alla produzione di massa: elementi essenziali per il controllo qualità dei sistemi di pannelli posterioriServizi che offriamo ai clienti OEMDomande frequenti (FAQ) 1. Cos'è il pannello posteriore di uno zaino?Il pannello posteriore di uno zaino è lo strato strutturale che poggia sulla schiena di chi lo indossa, interponendosi tra il corpo e il contenuto dello zaino. Determina come il carico trasportato viene distribuito sulla schiena, come viene dissipato il calore e quanto lo zaino rimane stabile durante il movimento.Se il pannello posteriore è progettato male, gli utenti potrebbero sentire i bordi taglienti di un laptop o gli angoli rigidi dei libri premere contro la schiena. Il calore e il sudore possono accumularsi rapidamente, rendendo la schiena calda e scomoda, mentre gli spallacci potrebbero iniziare a premere sulle spalle, riducendo il comfort generale durante il trasporto. 2. Le tre dimensioni tecniche fondamentali dell'ingegneria del pannello posteriore 2.1 Supporto: dalla pressione concentrata alla distribuzione uniforme del caricoLa schiena umana non è piatta. La colonna vertebrale sporge, le scapole si estendono verso l'esterno e la parte bassa della schiena si incurva verso l'interno. Sotto carico, qualsiasi oggetto rigido all'interno dello zaino, come l'angolo di un computer portatile, la copertina rigida di un libro o un power bank, può creare punti di pressione concentrati sulla schiena di chi lo indossa.Il compito ingegneristico principale di un pannello posteriore per zaino è quello di trasformare questi punti di pressione concentrati in una pressione superficiale uniformemente distribuita attraverso la deformazione elastica degli strati di schiuma. Ciò migliora significativamente il comfort di trasporto riducendo lo stress localizzato sulla schiena.Un concetto chiave in questo contesto è la curva di compressione della schiuma. Una schiuma ideale per il pannello posteriore dovrebbe rimanere morbida e adattarsi comodamente alla schiena dell'utente sotto carichi leggeri, indurirsi gradualmente per fornire supporto strutturale sotto carichi medi e mantenere uno spessore sufficiente sotto carichi pesanti senza deformarsi eccessivamente.Per raggiungere queste prestazioni è in genere necessaria una struttura in schiuma multistrato, piuttosto che un singolo strato spesso di schiuma. Un approccio ingegneristico comune consiste nel combinare uno strato esterno di schiuma a bassa densità per morbidezza e comfort con uno strato interno di schiuma ad alta densità per il supporto strutturale, consentendo al pannello posteriore di offrire sia ammortizzazione che stabilità in diverse condizioni di carico. 2.2 Vestibilità ergonomica: il segreto per uno zaino stabileIl secondo obiettivo ingegneristico del pannello posteriore di uno zaino è quello di resistere alla torsione e alla trazione all'indietro. Quando chi lo indossa cammina, si gira o sale le scale, l'inerzia degli oggetti all'interno dello zaino genera movimenti e forze di spostamento. Se il pannello posteriore è troppo morbido, lo zaino tende ad afflosciarsi all'indietro e verso il basso, costringendo gli spallacci a sopportare una tensione maggiore e causando, in definitiva, affaticamento alle spalle.Un pannello posteriore ben progettato deve garantire una rigidità sufficiente sul piano. Deve rimanere morbido e ammortizzante in direzione verticale per assorbire la pressione, mantenendo al contempo la sua forma e resistendo alla deformazione in direzione orizzontale. Questo equilibrio contribuisce a mantenere lo zaino stabile contro la schiena dell'utilizzatore, minimizzando i movimenti indesiderati e migliorando il comfort di trasporto. 2.3 Traspirabilità: il flusso d'aria è molto più che semplicemente praticare qualche scanalaturaLa schiena è una delle principali aree del corpo per la dissipazione del calore. Quando il pannello posteriore di uno zaino aderisce completamente alla schiena dell'utente, crea un microclima sulla superficie di contatto, dove la temperatura aumenta, l'umidità si satura e la circolazione dell'aria si arresta. Il vero scopo di un canale di flusso d'aria non è semplicemente quello di conferire al pannello posteriore un aspetto più tecnologico, ma di creare un percorso continuo per lo scambio d'aria.Tuttavia, i canali di flusso d'aria presentano una caratteristica controintuitiva: La profondità conta più della larghezza. I canali poco profondi (2-3 mm) vengono quasi completamente compressi sotto carico, perdendo così la loro funzione di ventilazione. Al contrario, i canali più profondi (5-8 mm), combinati con nervature rialzate e strutturate, possono rimanere aperti anche sotto carichi pesanti, mantenendo un flusso d'aria efficace.Questo spiega perché molti zaini che sembrano dotati di canali di ventilazione risultano comunque caldi e sudati durante l'uso effettivo: i canali di flusso d'aria presentano un difetto di progettazione.Come si possono dunque raggiungere questi tre obiettivi tecnici – supporto, vestibilità ergonomica e traspirabilità – in un unico pannello posteriore?Nelle sezioni seguenti, analizzeremo uno per uno gli elementi chiave della progettazione del pannello posteriore, trattando la progettazione strutturale, la selezione dei materiali e la costruzione dei canali di ventilazione, per aiutarti a comprendere i dettagli tecnici alla base della realizzazione di un pannello posteriore per zaino ad alte prestazioni. 3. Tipologie di strutture del pannello posteriore dello zainoIn base alle tre dimensioni tecniche discusse in precedenza, i pannelli posteriori degli zaini presenti sul mercato possono essere generalmente suddivisi in quattro archetipi strutturali:Tipo di strutturaCaratteristiche principaliGestione della pressioneGestione del calore e dell'umiditàStabilità dinamicaApplicazioni tipichePannello posteriore imbottito piattoSchiuma monostrato con rivestimento in tessutoDi basePoveroDeboleZaini leggeri, zaini per bambiniPannello posteriore in schiuma scanalataCanali di ventilazione modellati o intagliatiBeneModerareModerareZaini per il pendolarismo quotidiano, zaini scolasticiPannello posteriore di supporto a zoneSchiuma a densità multipla con supporto differenziatoEccellenteBeneBeneZaini da viaggio, zaini per laptopPannello posteriore del telaio sospesoRete tensionata con telaio rigidoBeneEccellenteEccellenteZaini da esterno, zaini da trekkingConsigli per la scelta: più costoso non significa sempre migliore: la scelta giusta dipende dall'uso previsto.Zaini leggeri e zaini per bambini generalmente trasportano carichi relativamente leggeri, quindi un pannello posteriore piatto imbottito è sufficiente a soddisfare i requisiti di prestazione. Questo design contribuisce anche a contenere i costi di produzione, evitando componenti strutturali superflui che aggiungerebbero peso inutile allo zaino.Zaini per il pendolarismo quotidiano e borse per la scuola richiedono un livello equilibrato di supporto e traspirabilità. pannello posteriore in schiuma scanalata Offre il miglior equilibrio tra prestazioni e costi, risultando la soluzione più conveniente per queste applicazioni.Zaini da viaggio per laptop sono spesso progettati per trasportare uno o due laptop insieme ad altri oggetti essenziali di tutti i giorni, con conseguente aumento del carico complessivo. pannello posteriore di supporto a zone Grazie alla schiuma a densità multipla, si adatta meglio ai contorni naturali della schiena dell'utente, distribuisce la pressione in modo più uniforme e migliora il comfort di trasporto anche con carichi più pesanti.Gli zaini da trekking per esterni sono generalmente destinati al trasporto su lunghe distanze e spesso supportano carichi superiori a 10 kg (22 libbre)Questi zaini richiedono i massimi livelli di traspirabilità e stabilità dinamica. Solo un pannello posteriore con telaio sospeso È in grado di mantenere un canale di ventilazione aperto anche sotto carichi pesanti, utilizzando al contempo una struttura interna rigida per trasferire il peso in modo efficiente su fianchi e vita, riducendo significativamente il carico su spalle e schiena. 4. Scelta dei materiali in schiuma per i pannelli posteriori degli zainiNell'ingegneria del pannello posteriore, La selezione dei materiali non consiste nello scegliere un singolo materiale, ma nel progettare un sistema multistrato in cui materiali diversi lavorano insieme per raggiungere le prestazioni desiderate. Di seguito sono elencati i materiali principali utilizzati nei moderni sistemi di pannelli posteriori. e i rispettivi ruoli ingegneristici. 4.1 EVA (Etilene vinil acetato)Funzione: Strato di supporto strutturaleCaratteristicheStruttura a cellule chiuse, resistente all'acqua, termoformabile, eccellente mantenimento della forma e rapido ritorno elastico.Parametri chiaveDensità (35–60 kg/m³); Durezza (Asker C 25–65)Considerazioni ingegneristicheQuando la densità scende al di sotto dei 30 kg/m³, il materiale è più soggetto a deformazioni permanenti da compressione eccessive dopo un uso prolungato. Al contrario, densità superiori a 60 kg/m³ rendono la schiuma eccessivamente rigida, riducendo significativamente le sue prestazioni di ammortizzazione. 4.2 Schiuma PU (schiuma di poliuretano)Funzione: Strato di imbottitura comfortCaratteristicheStruttura a celle aperte, morbida ed elastica, con una piacevole sensazione tattile di alta qualità.Rischio potenzialeLa schiuma di poliuretano di bassa qualità ha un'elevata deformazione permanente, il che significa che è soggetta a deformazioni permanenti e può collassare in modo evidente dopo soli 2-3 mesi di utilizzo regolare.Considerazioni ingegneristicheLa schiuma di poliuretano (PU) dovrebbe essere combinata con uno strato di supporto strutturale in EVA per ottenere l'equilibrio ottimale tra sostegno del carico e comfort di trasporto a lungo termine. 4.3 NeopreneFunzione: Strato comfort premium / strato ammortizzanteCaratteristicheStruttura a cellule chiuse, resistente all'acqua, morbida e altamente resiliente con eccellenti prestazioni di rimbalzo.LimitazioniTrattiene naturalmente il calore, con conseguente scarsa traspirabilità se utilizzato come superficie di contatto piana.Considerazioni ingegneristicheIl neoprene dovrebbe essere sempre abbinato a canali di ventilazione e rete traspirante. È più indicato come strato di contatto confortevole piuttosto che come strato di supporto strutturale. 5. Selezione dei materiali dello strato di contattoGli strati di schiuma e le strutture dei canali di flusso d'aria risolvono i problemi di supporto e ventilazione. Tuttavia, l'interfaccia diretta tra il pannello posteriore dello zaino e la pelle dell'utente—il strato di contatto—determina se il sudore può essere rapidamente allontanato, se l'attrito rimane confortevole e se il materiale tenderà a formare pelucchi o a deformarsi dopo un utilizzo prolungato.La scelta di uno strato di contatto errato può compromettere tutti gli sforzi ingegneristici investiti nelle fasi precedenti.Tipo di materialeCaratteristiche principaliPeso/spessore consigliatoApplicazioni adatteRete distanziatrice 3D (tessuto a rete sandwich)Due strati di tessuto a rete collegati da strutture verticali in monofilamento, che garantiscono trasporto dell'umidità, gestione del sudore, assorbimento degli urti e traspirabilità.250–700 g/m², spessore: 2–8 mmLa scelta universale preferita, che copre oltre il 90% delle categorie di zaini.Tessuto a maglia ordito / Rete a magliaLeggero, traspirante ed economico120–180 g/m²Zaini e borse leggeri e informali, ideali per un utilizzo estivo di breve durata.Stesso tessuto del corpo principale dello zaino.Crea uno stile visivo coerente e mantiene l'identità del marchio.In base alle specifiche del tessuto del corpo dello zainoZaini e design orientati alla moda che enfatizzano l'integrazione estetica complessiva Raccomandazioni pratiche:Per zaini funzionali, dare priorità alla rete distanziatrice 3D (con un peso di ≥350 g/m²I materiali a rete in questa gamma di peso possono mantenere uno spazio tridimensionale sufficiente e impedire che il pannello posteriore collassi direttamente contro la schiena dell'utente sotto carico. Ciò garantisce che la gestione dell'umidità e le prestazioni di ammortizzazione soddisfino i requisiti per il trasporto quotidiano prolungato.Per zaini leggeri e casualIl tessuto a occhio di pernice è una scelta adatta. Offre una traspirabilità sufficiente, contribuendo al contempo a contenere sia i costi di produzione che il peso complessivo dello zaino.Per zaini orientati alla moda che enfatizzano uno stile di design complessivo coerenteIl tessuto principale può essere utilizzato direttamente come strato di contatto. In questo caso, si consiglia di selezionare tessuti con strutture di tessitura traspiranti per evitare di compromettere eccessivamente l'esperienza dell'utente. 6. Come i canali d'aria migliorano le prestazioni del pannello posteriore 6.1 Cosa sono i canali di ventilazione nel pannello posteriore di uno zaino?I canali di ventilazione non sono semplici scanalature decorative. Si tratta di percorsi di flusso d'aria progettati con cura per ridurre l'accumulo di sudore, abbassare la temperatura della pelle e mantenere la circolazione dell'aria anche quando lo zaino è carico.Esistono due tipi di meccanismi di flusso d'aria:Flusso d'aria passivo: Generata attraverso i movimenti della camminata e la convezione naturale del calore corporeo.Flusso d'aria a rilascio di pressioneQuando il carico cambia, l'aria compressa viene espulsa attraverso i canali e rientra nel sistema quando la pressione viene rilasciata. 6.2 Strutture di base dei canali di flusso d'ariaTipo di canaleDescrizioneLivello di prestazioneScanalature verticalicanali di flusso d'aria verticali rettilineiBeneScanalature orizzontaliPercorsi di flusso d'aria lateraliModerareCanale di scarico della colonna vertebraleSpazio centrale progettato per alleviare la pressione lungo la colonna vertebraleMolto beneStruttura a coste multi-zonaCostine in schiuma rialzate combinate con scanalature di ventilazione aperteEccellentePer la maggior parte dei progetti OEM commerciali, un canale di scarico della colonna vertebrale combinato con canali di flusso d'aria laterali può offrire prestazioni elevate senza generare costi di produzione eccessivi. 6.3 Il "punto critico" della profondità del canale d'ariaI canali d'aria non sono semplicemente migliori quando sono più profondi. Devono superare una certa profondità critica per mantenere la loro funzione di ventilazione sotto carico. Sulla base dei dati dei test di carico:Zona di sviluppoProfondità minima effettiva del canale d'ariaProfondità consigliata del canale dell'aria3–5 kg3 mm4–5 mm5–8 kg4 mm5–6 mm8–12 kg5 mm6–8 mm12 kg+6 mm8–12 mm 7. Caso di studio: Architettura a strati di un sistema di pannelli posteriori per zainoIl pannello posteriore di uno zaino progettato non è "un singolo pezzo di materiale", bensì un sistema multistrato in cui diversi componenti lavorano insieme. Di seguito è riportata una tipica struttura a strati di uno zaino da viaggio:Strato 1 (Strato a contatto con la pelle):Rete distanziatrice 3D, spessore 5 mm, 450 g/m²↓ Funzione:Trasporto dell'umidità, riduzione dell'attrito superficiale e mantenimento di canali di flusso d'aria aperti.Strato 2 (Strato comfort):Schiuma di poliuretano da 3 mm, densità: 30 kg/m³↓ Funzione:Offre una sensazione tattile morbida e distribuisce la pressione in modo localizzato.Strato 3 (Strato di strutturazione del flusso d'aria):EVA da 8 mm, densità: 45 kg/m³, con nervature in rilievo stampate e canali di ventilazione↓ Funzione:Crea percorsi per il flusso d'aria e fornisce il supporto strutturale primario.Strato 4 (Strato di base del pannello posteriore):Tessuto di rivestimento o materiale composito↓ Funzione:Protegge gli strati di schiuma e garantisce un collegamento stabile con il tessuto principale dello zaino grazie alla costruzione con cuciture.Condivisione dell'esperienza di produzione:La sovrapposizione di più strati non si limita alla semplice incollatura di materiali diversi in sequenza. Il processo di laminazione tra ciascuno strato influisce direttamente sull'esperienza di trasporto finale.Per i pannelli posteriori con supporto a zone a densità differenziata, il posizionamento e l'allineamento dei componenti in schiuma a densità differente devono essere controllati attentamente in anticipo. Ciò contribuisce a prevenire spostamenti e deformazioni dopo lo stampaggio, garantendo che ogni zona di supporto corrisponda con precisione alle diverse aree di distribuzione della pressione sulla schiena umana. 8. Dalla progettazione alla produzione di massa: elementi essenziali per il controllo qualità dei sistemi di pannelli posteriori 8.1 Fase di approvazione del campione di pre-produzioneTest di densità della schiuma:Verificare che la durezza e lo spessore della schiuma rientrino entro ±5% dei valori target specificati, al fine di garantire la conformità ai requisiti di progettazione.Misurazione della profondità del canale d'aria:Verificare la profondità dei canali d'aria in condizioni di assenza di carico per accertare la coerenza dello stampaggio. Successivamente, eseguire una prova di carico per misurare la profondità di lavoro effettiva sotto pressione, assicurandosi che i canali mantengano la profondità effettiva minima richiesta in conformità agli standard prestazionali.Test di carico complessivo:Durante la fase di approvazione del campione, gli zaini devono essere testati da utenti con diverse corporature, trasportando carichi realistici. Lo scopo è simulare scenari di utilizzo quotidiano e identificare potenziali problemi come punti di pressione localizzati, fastidi concentrati o una vestibilità complessiva inadeguata.Qualora si riscontrassero problemi di comfort o di prestazioni, è necessario apportare tempestivamente delle modifiche alla distribuzione della densità della schiuma o al design strutturale. Solo dopo che il campione approvato avrà soddisfatto pienamente i requisiti di progettazione, il prodotto potrà procedere alla produzione di massa. 8.2 Fase di produzione di massaDurante la produzione di massa, tutti i parametri confermati nella fase di approvazione del campione di pre-produzione devono essere rigorosamente rispettati, con ispezioni di lotto effettuate per garantire una qualità costante.Innanzitutto, si procede all'ispezione del materiale in entrata.Per ogni lotto di materiale espanso in entrata, è necessario verificarne la durezza e lo spessore per garantirne la uniformità. Ciò previene variazioni di qualità nella produzione di massa causate da differenze tra i lotti di materiale. Anche i materiali dello strato di contatto devono essere campionati casualmente per verificarne il peso e lo spessore, al fine di confermare che soddisfino le specifiche richieste.Il secondo è il controllo dello stampaggio in corso di processo.I produttori sono tenuti a condurre ispezioni complete del processo produttivo durante tutta la fase di produzione per garantire che ogni passaggio sia conforme ai requisiti di processo stabiliti.Infine, si procede all'ispezione finale e al campionamento del prodotto finito.Secondo lo standard AQL 1.5/4.0, vengono selezionati campioni a caso dagli zaini cuciti completati per un controllo estetico e funzionale, che comprende:Planarità complessiva del pannello posterioreCoerenza della profondità del canale di flusso d'ariaResistenza del legame tra i diversi strati, inclusa la presenza di eventuali problemi come delaminazione, cedimento adesivo o spostamento degli strati.Inoltre, è opportuno eseguire prove di carico su campioni selezionati per verificare che il pannello posteriore non subisca cedimenti significativi, perdite di capacità di supporto o altri guasti strutturali in condizioni di carico prolungate. Ciò contribuisce a prevenire l'immissione sul mercato di prodotti difettosi. 8.3 Elenco dei parametri consigliati per gli ordini OEMCategoria dei parametriArticoli specificiSpecifiche della schiumatipo di materiale, spessore, densità, durezza, coloreSpecifiche del canale aereoSchema di disposizione, profondità, larghezza, spaziatura delle nervature in rilievo, metodo di stampaggioSpecifiche della magliaSpessore, peso (GSM), composizione delle fibre, colore, se è stato applicato un trattamento anti-pilling.Processo di laminazioneMetodo di incollaggio, tipo di adesivo 9. Servizi che offriamo ai clienti OEMSYNBERRY è specializzata nella ricerca e sviluppo sistematici di soluzioni ingegneristiche per i pannelli posteriori degli zaini. Sfruttando oltre 30 anni di esperienza tecnica maturata nella produzione di zaini, forniamo un supporto tecnico completo durante tutto il processo di sviluppo per clienti di marca con diversi posizionamenti e scenari di applicazione.Sviluppo a basso MOQ (in genere a partire da 300-500 pezzi, a seconda della complessità del design dello zaino)Consulenza gratuita sulla progettazione strutturale.Selezione personalizzata della densità della schiumasviluppo di stampi per canali d'ariaCampionamento rapido (in genere 7-15 giorni)Campioni di confronto con diversi livelli di comfortcontrollo di coerenza della produzione di massaSe hai esigenze particolari per quanto riguarda il pannello posteriore dello zaino, non esitare a contattarci. contattaci in qualsiasi momento per discutere i dettagli specifici del tuo progetto. FAQD1: Uno strato di schiuma più spesso sul pannello posteriore garantisce sempre un maggiore comfort?R: Non necessariamente. Una schiuma troppo spessa può aumentare il peso e l'ingombro dello zaino e, se la densità della schiuma non è adeguata, una schiuma più spessa potrebbe in realtà essere più soggetta a collassare. La chiave sta nella progettazione coordinata di spessore, densità e canali di ventilazione della schiuma. D2: Perché il campione risulta comodo da indossare, mentre gli zaini prodotti in serie sono troppo rigidi?A: Le cause più comuni sono le variazioni di durezza della schiuma o le incongruenze nel processo di laminazione. È importante assicurarsi che la durezza della schiuma rimanga entro l'intervallo di tolleranza specificato ed effettuare prove di compressione durante la fase di approvazione del campione di pre-produzione. D3: I pannelli dorsali in neoprene sono adatti all'uso estivo?R: I pannelli posteriori in neoprene puro e piatto non sono ideali per l'uso estivo perché il neoprene trattiene naturalmente il calore. Tuttavia, se combinati con uno strato di supporto in EVA, canali di ventilazione traspiranti e rete 3D, i pannelli posteriori in neoprene possono comunque offrire un'esperienza di trasporto confortevole anche in condizioni estive. D4: Quanto devono essere profondi i canali di flusso d'aria per funzionare efficacemente?A: Per gli zaini da pendolarismo quotidiano (carico 5-8 kg), si consiglia uno spessore di 5-6 mm. Per gli zaini da viaggio (carico 8-12 kg), si consiglia uno spessore di 6-8 mm. Per gli zaini da esterno (carico superiore a 12 kg), si consiglia uno spessore di 8-12 mm.Il requisito fondamentale è che, dopo le prove di carico, la profondità residua effettiva del canale di flusso d'aria non sia inferiore al 70% della profondità originale. D5: Come si dovrebbe selezionare il GSM della mesh 3D?A:Zaini scolastici: 250–350 g/m²Zaini da viaggio: 350–500 g/m²Zaini per attività all'aperto/sportive: 500–700 g/m²Un materiale a rete con un peso insufficiente può allungarsi e deformarsi nel tempo, causando la perdita di efficacia dei canali di flusso d'aria durante un utilizzo prolungato. D6: Quanto incide il design del pannello posteriore sul costo complessivo dello zaino?R: Influisce sui costi. Tuttavia, ottimizzando la profondità dei canali di flusso d'aria e la progettazione strutturale, anziché limitarsi ad aumentare lo spessore del materiale, i produttori possono ottenere miglioramenti significativi nel comfort di trasporto, mantenendo al contempo un ragionevole controllo dei costi. Autore
GUARDA DI PIÙContinua a leggere, resta aggiornato, iscriviti e ti diamo il benvenuto per dirci cosa ne pensi.




Diritto d'autore
@2024 Synberry Bag & Package Products Co.,Ltd Tutti i diritti riservati
.
 RETE SUPPORTATA
RETE SUPPORTATA























